Po trzech tutorialach opisujących budowę drukarki Mendel Prusa, przyjrzymy się teraz kilku sprawom dotyczącym elektroniki, bez której nie może się obejść żadna drukarka. Typów układów jest wiele, i nie znając się za bardzo na temacie na pewno trudno wybrać model pasujący do naszych potrzeb. Aby uprościć ten wybór, skupimy się tutaj na trzech modelach : Generacja 3, Sanguinololu i RAMPS.
Elektronika Trzeciej Generacji
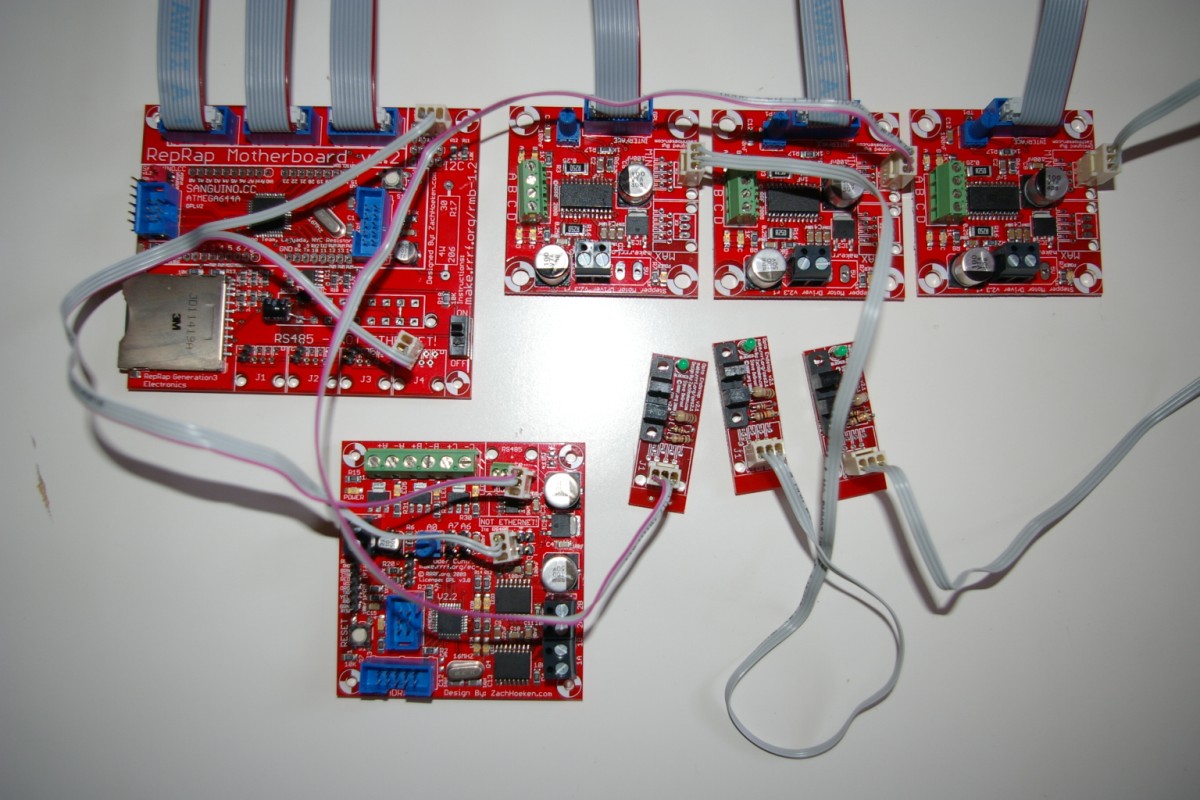
Najstarsza, rzadko już dzisiaj spotykana wersja elektroniki, ale też jest to model, od którego zapoczątkował się przełom. W pełni udokumentowana na stronach wiki, dobrze opisana, możliwa do wykonania w domu (pod warunkiem, że umiemy lutować elementy SMT). Składa się z pięciu płytek i trzech opto- stopów. Płyta główna bazuje na Sanguino, czyli trochę rozbudowanej wersji Arduino, zaś sam Extruder Controller (kwadratowa większa płytka) jest już układem bazującym na ATmega168, czyli tak samo jak np w Arduino NG.
Jednym z pierwszych pytań jakie zadają mi osoby, którym mówię o druku 3d jest „A skąd się bierze te wzory do druku?”. Tu oczywiście następuje seria wyjaśnień, że można je stworzyć w dowolnym programie trójwymiarowym i cała dyskusja jest kontynuowana. Natomiast prawda jest taka, że zapewne 80% obiektów, które wydrukowałem to pliki ściągnięte z sieci. Powstaje więc pytanie skąd je ściągać?
Jeśli lubicie majsterkować z elektroniką albo po prostu czasem potrzebujecie przenośnego źródła prądu, zapewne nie raz zdarzyło się wam głowić nad tym jak w domowych warunkach połączyć w trwały i odporny na wstrząsy sposób kilka baterii. Na portalu Thingiverse uzytkownik obijuan dodał niedawno sprytnie skonstruowany obiekt, który po wydrukowaniu załatwia tą kwestię – przynajmniej w odniesieniu do walcowatych baterii popularnych typów AAA, AA, R14 (C) i R20 (D). Takie okrągłe baterie są w praktyce chyba najtrudniejsze do „opanowania” za pomocą taśmy klejącej czy innych tego typu wynalazków. Jak zabrać się do drukowania?
Powstały w 2005 roku projekt taniej, open source’owej drukarki 3d pod nazwą RepRap szybko zdobył olbrzymią popularność. Od tego czasu RepRap jest używany oraz stale rozwijany i ulepszany przez tysiące entuzjastów na świecie, a o tym jak samemu zbudować w domu jedno z ostatnich jego wcieleń: znakomity model Mendel Prusa, już pisaliśmy na tym blogu.
Ale nie tylko RepRapem żyje obecnie świat domowego druku 3d. Jak grzyby po deszczu pojawiają się kolejne mutacje drukarek zainspirowanych swoim dostojnym przodkiem. Część projektów podtrzymuje tradycję open source, część stała się produktami komercyjnymi (przykładem prężnej firmy jest np. MakerBot), a niektóre idą ścieżką pośrednią (jak na przykład posiadany przeze mnie Ultimaker).
W poprzednich tutorialach omówiłem podstawy budowy głównych mechanicznych elementów RepRapa – ramy, osi X, Y i Z oraz podgrzewanego stołu. Dzisiaj zajmiemy się najważniejszym elementem – czyli ekstruderem.
Nie owijając za bardzo w bawełnę, na poniższym video pokazane jest działanie ekstrudera podczas druku. Można z bliska zaobserwować obracanie się tzw. 'hobbed bolta’, który wpycha plastik do komory topiącej, oraz samą głowicę grzejną zasilaną rezystorem mocy ( o tym później ). Widać też spód stołu do druku oraz samą elektronikę (w wersji Sanguinololu) z podłączonymi pięcioma silnikami, grzałkami, dwoma termistorami, i trzema endstopami :
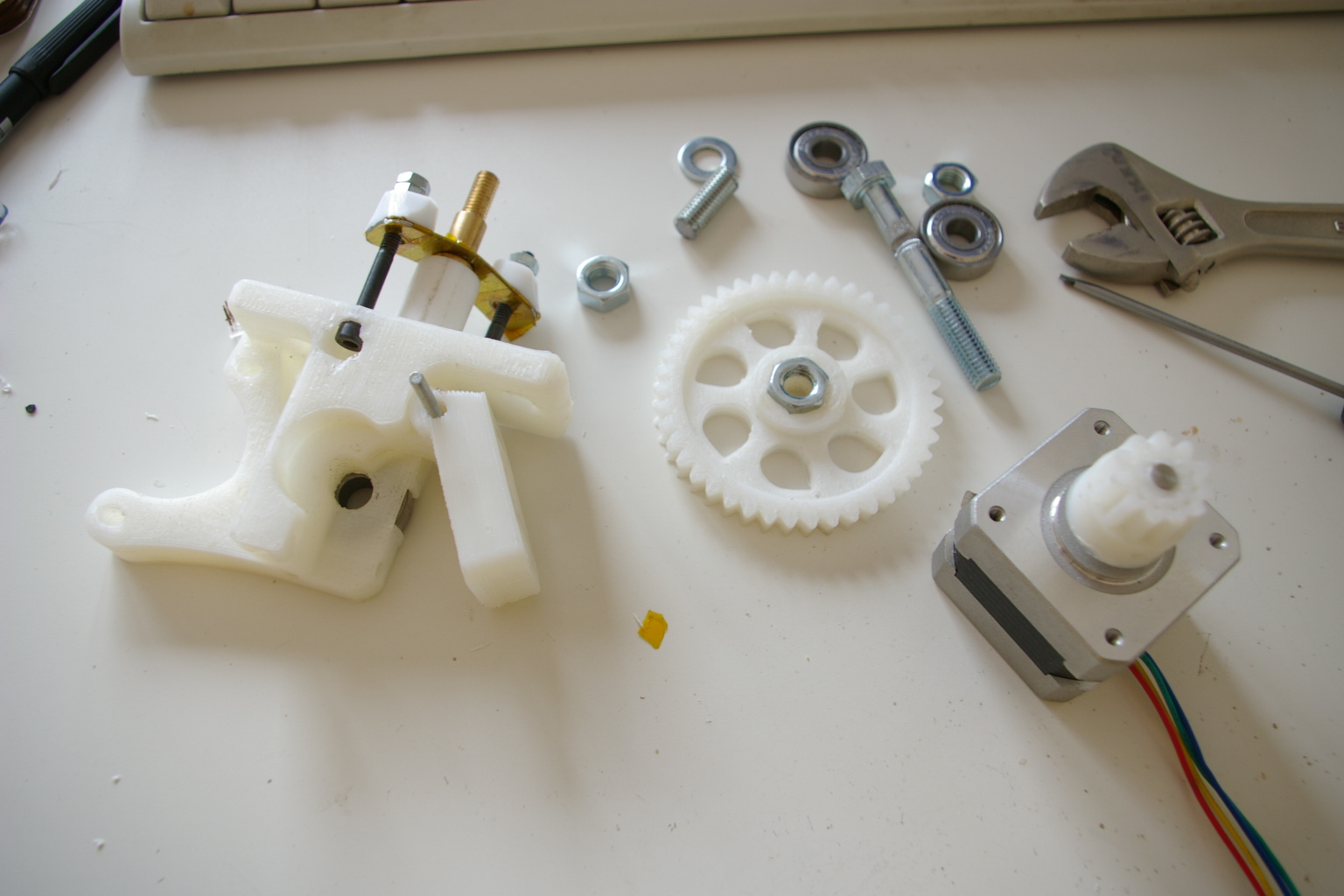
Poniżej pokazane są wszystkie podstawowe części do budowy ekstrudera (prezentuję tutaj zmodyfikowaną wersję ekstrudera Wade’a – zaprojektowaną przez Grega Frosta).
Potrzebne są:
– plastikowe części (link tutaj, wersja z otworem na 16mm – pasuje do większości znanych hot-endów, takich jak np J-head nozzle)
– 3 łożyska 608ZZ (takie jak do deskorolek)
– hobbed bolt – czyli śruba M8 50mm z wyżłobionym rowkiem, który potem jest potraktowany gwintownicą – tak, żeby miał poprzeczne zagłębienia, które wbiją się w plastik i nie będą się po nim ślizgać. Video tutaj i tutaj.
– elementy głowicy, czyli blok grzejny, głowica i bariera termalna z teflonu (PTFE). Dokładne instrukcje i rysunki są tu.
– silnik krokowy, najlepiej jeśli jest taki sam jak silniki do sterowania osiami, czyli NEMA17, trzpień 5mm, krok 1.8stopnia, moment obrotowy ok 20 Ncm lub więcej.
Oczywiście przyda się też kilka śrubek, no i konkretna sprężyna (lub dwie, a w przypadku tradycyjnej wersji Wade’a – aż 4).
Najlepiej montaż zacząć od głowicy – czyli nakręcenia mosiężnego elementu na teflonowy walec. Zanim to zrobimy, warto owinąć teflonowy gwint kilkoma warstwami teflonowej taśmy uszczelniającej (takiej jak do rur wodociągowych) – zapobiegnie to wyciekom plastiku. Potem przymierzamy teflonową część do głównego plastikowego bloku ekstrudera – jeśli okrągły otwór jest za mały, można trochę zmniejszyć średnicę teflonu nożykiem.
Mocowanie samej głowicy powinno opierać się na dwóch śrubach M4 wpuszczonych w blok ekstrudera od góry – tak jak na poniższym obrazku (czarny kolor). Powinny one powstrzymywać głowicę od wysunięcia się w dół pod naporem tłoczonego plastiku. Wbrew pozorom, są to bardzo duże siły – dlatego warto zrobić to solidnie.
Pojawia się tutaj przy okazji drugie wyzwanie – głowica nagrzewa się do 240-260 stopni, więc trzeba zabezpieczyć śruby przed przenoszeniem tej temperatury na plastikowe elementy. Jak to zrobić ? Zazwyczaj stosuje się poprzeczny element podtrzymujący zrobiony z materiału PEEK , gdyż jest on odporny na temperaturę i zarazem bardzo sztywny. Ja z braku takiej opcji zastosowałem blaszkę – ale zaizolowałem wszystko dużą ilością taśmy Kapton oraz podkładkami z teflonu.
(uwaga : pomysł z blaszką nie jest zalecany, dużo lepiej sprawdza się PEEK )
Generalnie sposobów na zbudowanie głowicy jest kilka, i może to być coś zupełnie innego, niż powyżej – zasada jest prosta : głowica ma za zadanie podgrzać plastik do 240 stopni (lub więcej) , utrzymać tą temperaturę i umożliwić mu wypłynięcie przez otwór. Strefa topienia (melt zone) powinna być mozliwie jak najkrótsza – najlepiej przy samym końcu głowicy.
– rezystor grzejny powinien mieć ok 6.8Ohma oporu i 3-5W mocy. Zdarza się jednak, że kupiony rezystor okaże się trochę inny (po pomiarze miernikiem niektóre mogą nawet mieć 7.5Ohma) – ma wtedy mniej mocy grzejnej. Jeśli do tego jest np. luźno zamontowany, to głowica nie będzie się grzała odpowiednio. Widać to od razu na odczytach temperatury, np ustawimy 260 stopni, a ona oscyluje wokół 240… efektem jest to, że plastik trudniej jest wypchnąć przez głowicę (czyli trzeba użyć większy moment obrotowy), a to czasem powoduje 'wrzynanie’ się ząbków śruby napędzającej w plastik. W skrajnych przypadkach śruba może wyżłobić w plastiku 'dołek’ i stanie on w miejscu, mimo tego, że ekstruder pracuje. Innym efektem za niskiej temperatury jest to, że warstwy plastiku sklejają się gorzej – i łatwiej potem złamać wydrukowaną część, oraz słabsze przyklejanie (adhezja) do stołu grzejnego.
Jak temu zaradzić ? Kupić odpowiedni rezystor (np taki jak tutaj), oraz dobrze osadzić go w bloku grzejnym (np owinąć cienką blaszką jak na fotografii powyżej, a szczeliny wypełnić pastą termalną do procesorów).
– kształt końcówki głowicy (nozzle). Najlepszy to taki, który przypomina literę V. Spotkałem się z głowicami, które są w kształcie litery U, ale w moim przypadku powodowały one to, że plastik częściej odklejał się od stołu. Podejrzewam, że była to kwestia zahaczania głowicy o ułożoną już warstwę – po zamianie głowicy na bardziej zaostrzoną, problem zniknął.
– temperatura : często blok grzejny (lub inny mechanizm, np nawinięty drut oporowy) znajdują się dość wysoko i daleko od otworu wylotowego ekstrudera. Do tego termistor też jest oddalony od samej grzałki. Powoduje to to, że odczyt jest zafałszowany – np w programie pokazuje się 240 stopni, a końcówka wylotowa ma tylko 220. Trzeba brać na to poprawkę, i albo umieścić termistor przy końcówce (nie zawsze jest to możliwe), albo używać zawyżonej temperatury.
Jak poznać, że temperatura jest nieodpowiednia ? Jeśli jest za niska, to plastik ma trudności z wypływem ( na wydrukowanej warstwie są miejsca bez plastiku, albo z bardzo cienkimi liniami wypełnień). Jeśli jest za wysoka, słychać odgłosy strzelania (trochę jak drewno w kominku), i barwa jest zazwyczaj nieco ciemniejsza – np. biały ABS może przybrać kolor żółty.
Zalecana temperatura (realna) do drukowania z plastikiem ABS to 230-240 stopni, a z PLA to 170-190.
———————————————
Kalibracja
Aby ekstruder spełniał swoje zadanie na najwyższym poziomie, musi być skalibrowany (trzeba ustalić liczbę kroków silnika na mm plastikowego kabla). Więcej na temat kalibracji wolumetrycznej na blogu Josefa Prusy :
Powyższy sposób nadaje się do drukowania ze Skeinforge 40 i nowszym. Generalnie najbardziej zaawansowanym i najprostszym w obsłudze programem do drukowania jest w tej chwili pakiet Printrun, połączony ze zmodyfikowanym Skeinforge’m (SFACT).
Dla starszego oprogramowania (RepRap Host, ReplicatorG, Skeinforge 39 i wcześniejsze) ustala się ilość kroków na mm, ale nie samego kabla (filamentu), tylko ekstrudatu – czyli wyciśniętego plastiku.
Dla przykładu : przy starej metodzie używam 1.8kroku na mm, przy nowej – 37.5. Wartości te trzeba pomnożyć przez wartość microsteppingu (np 16), jeśli jest używany.
Więcej o sposobach drukowania, ustawieniach elektroniki oraz oprogramowaniu w następnym odcinku 🙂



 Jednym z pierwszych pytań jakie zadają mi osoby, którym mówię o druku 3d jest „A skąd się bierze te wzory do druku?”. Tu oczywiście następuje seria wyjaśnień, że można je stworzyć w dowolnym programie trójwymiarowym i cała dyskusja jest kontynuowana. Natomiast prawda jest taka, że zapewne 80% obiektów, które wydrukowałem to pliki ściągnięte z sieci. Powstaje więc pytanie skąd je ściągać?
Jednym z pierwszych pytań jakie zadają mi osoby, którym mówię o druku 3d jest „A skąd się bierze te wzory do druku?”. Tu oczywiście następuje seria wyjaśnień, że można je stworzyć w dowolnym programie trójwymiarowym i cała dyskusja jest kontynuowana. Natomiast prawda jest taka, że zapewne 80% obiektów, które wydrukowałem to pliki ściągnięte z sieci. Powstaje więc pytanie skąd je ściągać?














Ostatnie komentarze